产品概述:
1.该设备为制造生产Φ10~Φ30mm,δ0.4~1.2mm精密不锈钢复合焊管及相应复合方管的专用设备。该设备组成从放料架至定尺切断锯止,在适当管径
和适当壁厚范围内,制管速度可作相应调整。
适用材料:
(1) A:内管.热轧或冷轧带钢, B:外管.不锈钢带钢
(2) 材质: A.内管低碳钢, B.外管不锈钢
(3) 钢带厚度内管:0.4~1.2mm, 外管:0.15~0.8mm
3.加工复合管尺寸范围:
(1) 外 径: Φ10~Φ30mm
(2) 壁厚内管: 0.4~1.2mm, 外管: 0.15~0.8mm
(3) 长 度: 4~9M
4. A: 钢管产品生产工艺流程:
原料(带钢卷)→放料→钢带首尾剪切对焊(用户自备)→储料仓→无动力矫平→成型轧制→高频焊接→去除焊缝外毛刺→冷却→焊缝打磨→定径→吹干→进入复合机组
B: 复合管产品生产工艺流程:
原料(不锈钢带钢卷)→放料→钢带首尾剪切对焊(用户自备)→导位装置(上为成品钢管下为不锈钢钢带)→复合轧制→氩弧焊接→焊缝打磨→定径→粗矫直→定尺切断→落管架
5.轧制速度:2~15M/min。
6.电源:(供参考)
(A)设备电机:3KW+2X15KW+18.5KW+4KW+5X2.2KW=66.5KW
(B)高频设备:100KW
(C)氩弧焊机:500A
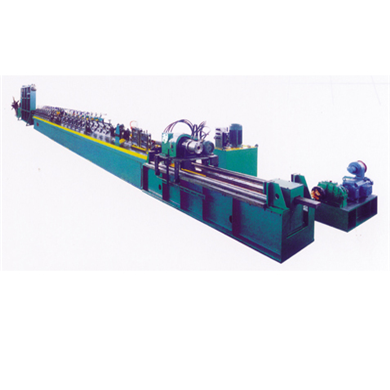
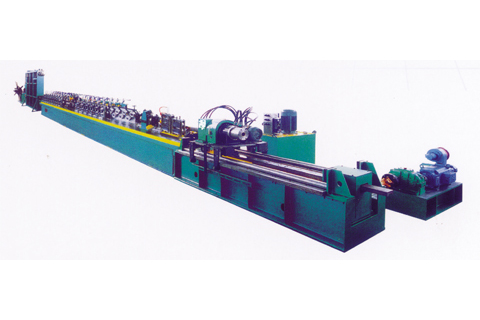
设备图片:
1.放料架:
双边3600 旋转,人工手动涨紧。
钢带宽度: 100mm
钢带厚度内管:0.4~1.2mm, 外管:0.15~0.8mm
带卷外径:Φ1200mm
带卷内径:Φ350~Φ400mm
2.内焊管储料仓:
(1)结构型式:鼠笼式板焊件,配有自动喂料和出料机构。
(2)调整方式:螺杆式人工调整。
(3)储料量:150-300M。
(4).内焊管主机:
(1)矫平装置: 1架
(2)水平辊架: 12架。
(3)立辊架: 14架
(4)分动力箱: 7只(两联)
(5)导向辊座: 1架
(6)挤压辊座: 1架
(7)外焊缝刨刀架: 2组
(8)吹干机构: 1架
(9)主传动:
(a)主电机: 15KW直流电机 2台
(b)主减速机: ZSY180-31.5 2台
(5)外不锈钢复合管主机:
(1)喂入机构: 1架
(2)复合机构: 1套
(3)导向辊座: 1架
(4)挤压辊座: 1架
(5)打磨装置: 3组
(6)复合管定径部份:
水平辊架: 6架。
立辊架: 6架
分动力箱: 3只(两联)
(7)粗矫直机构:
结构型式:三平五立。
(8)主传动系统:
(a)主电机: 18.5KW直流电机 1台
(b)主减速机: ZSY180-31.5 1台
(6).电脑切割锯:
(1)结构型式:电脑跟踪,自动切割。
(2)切割厚度:δ0.4~1.2mm。
(3)切割外径:Φ10~Φ30mm。
(4)切割长度:4~9m。
(5)切割误差: ≤0.3mm
(6)切割电机:4KW
(7).落管架:轨道式气动翻料装置。
产品图片: