电 话:13405550777 18151068988
传 真:0514-82222285
邮 箱:854186350@qq.com
网 址:www.js-dlkj.com
地 址:江苏省扬州市杨寿镇工业区

一、 机型:HG16型高频直缝焊管机组
二、 机组特征:
|
序号 |
项 目 |
数 值 |
备 注 |
|
1 |
制管外径 |
Φ8mm~Φ25mm |
|
|
2 |
制管壁厚 |
δ0.2mm~1.0mm |
|
|
3 |
制管速度 |
20M/min~120M/min |
|
|
4 |
制管长度 |
4M~12M |
|
|
5 |
Max卷重 |
≤1500kg |
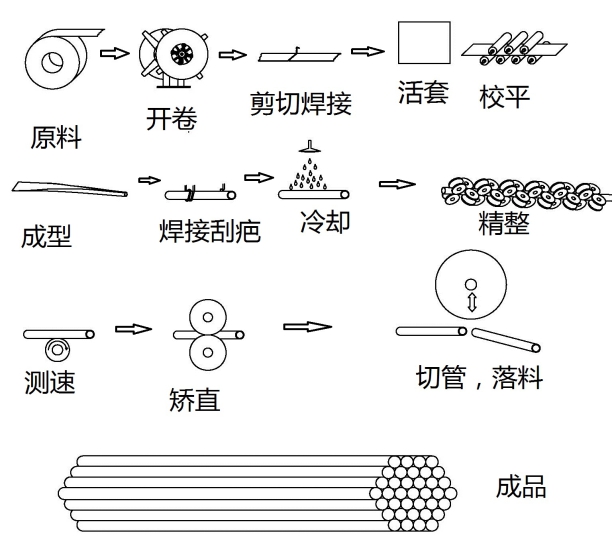
三、 生产线工艺流程:
四、 用户配置项目(供参考):
|
机组电源标准 |
380V/22V;50HZ;三相四线制 |
|
|
机组电源功率 |
(1)、高频 |
100 KW |
|
(2)、主电机 |
37 KW |
|
|
(3)、辅机 |
20 KW |
|
|
合 计: |
约 160 KW |
|
|
机组占地面积 |
长25M×宽4M |
|
|
高频房体积 |
长4M×4M×2.8M |
|
|
水 源 |
冷却水池30M³1个/高压抽水泵1台 |
|
|
气 源 |
空气压缩机 1台 |
|
|
所需起重设备 |
行车3~5吨 2台 |
|
|
常规消耗辅材 |
(1)高频电缆、机组连线(2)磁棒(3)锯片 |
|
五. 合同签订后我公司提供机组的基础施工图,水、电、气布局图;随机组提供机组的《操作说明书》,含设备外购件的规格型号清单及易损件图纸。
六. 我公司负责指派技术精湛、责任心强的技师3名,负责设备整体安装和协助指导全线调试;并对有关操作人员进行现场技术培训,以便熟练操作设备进行正常生产,且能排除设备可能出现的一般性故障。
直缝焊管机组将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
焊接温度主要受高频涡流热功率的影响,根据公式(2)可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。
激励频率公式为:f=1/[2π(CL)1/2]...(1)式中:f-激励频率(Hz);C-激励回路中的电容(F),电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流
直缝焊管机组上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制焊接温度的目的。对于低碳钢,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,焊接温度亦可通过调节焊接速度来实现。
当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;直缝焊管机组当输入热时不足时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。
扬州东仑工业设备有限公司是由一群专业的制管机设计人员组合而成立的,生产焊管机,高频直缝焊管机,高频焊管机组,焊管机组,焊管机械,焊管设备,直缝焊管机,扬州东仑工业设备有限公司焊管机制造,焊管生产线,欢迎广大客户来我司参观指导。

我公司将以品牌的产品,实在的价格和及时满意的全程服务与您真诚合作,共创辉煌。