电 话:13405550777 18151068988
传 真:0514-82222285
邮 箱:854186350@qq.com
网 址:www.js-dlkj.com
地 址:江苏省扬州市杨寿镇工业区
复合管的生产方式
复合管的制造工艺目前主要有两种:
1、衬里复合
通过将薄壁不锈钢管套进碳钢管内,再通过两种方式将两种材料紧密贴合,一种是冶金复合,通过水下爆破的高压将两种材料冶金复合在一起,冶金复合的粘合强度很高,两种材料不会产生剥离;另一种是机械复合,通过水压、旋压、拉拔等方法,使得两种材料粘合在一起,但是粘合力比冶金复合的要低很多。
冶金复合的优点很多,但是由于工艺复杂,投资巨大,一般的企业很难实施。
机械复合投资比较少,但是复合强度低,使用场合受限。
衬里复合这种生产方式由于是单支生产,所以产量比较低,价格比较贵。
衬里复合工艺流程:
A、基管:采购—内壁喷砂处理—离线超声探伤—等待。
B、衬管:机组生产—离线X光探伤—离线超声探伤—等待。
C、复合:套管机—水压(旋压)复合—平头倒棱—管端封焊—喷标—成品收集。
如果采用旋压复合,还需要进行水压试验,而采用水压复合,可以一机两用,不需要再进行水压试验。
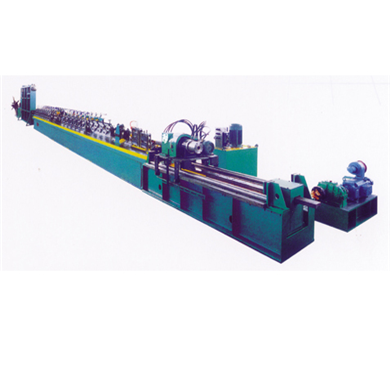
2、内覆复合
通过采购钢厂已经冶金复合好的钢卷,采用专门的连续生产的机组,财通专门的焊接技术进行焊接,连续进行复合管的生产。
这种生产方式的优点是将工艺性难的冶金复合在大型钢厂完成,管厂直接购买复合钢板和钢卷来进行生产,钢管的生产方式摆脱了手工方式,适合工业化生产,产量大。缺点是复合钢板和钢卷的价格比两层钢管套在一起的要贵。 内覆复合机组分为螺旋复合机组和直缝复合机组,直缝复合机组适用管径630以下管道,螺旋复合机组适应管径219以上管道。
直缝复合机组的工艺流程:上卷—开卷—拆卷矫平—铣边—直缝成型—焊接—定径矫直—定尺切断—X光检测—水压试验—离线超声波检测—平头倒棱—称重测长喷标—成品收集。
螺旋复合机组的工艺流程:上卷—开卷—拆卷矫平—铣边—递送—导板—螺旋成型—焊接—外焊—内焊—定径矫直—平头倒棱—水压试验及扩径—X光检测—离线超声波检测—称重测长喷标—成品收集。